![]()
If you want to start working with composites, you need some basic materials
and equipment. In this section, we give a brief overview of the most common
raw materials and production processes that are fitted for use at home. All hands-on information is given in the section Let's go to work.
Moulding materials, resins and fibre reinforcement are the most needed raw materials for making composites. Additionally, more advanced compounds such as pre-pregs can be considered. Finally, release agents and gelcoats can be very useful. [1] Moulding materials If you want to make a composite component with a certain shape, you need a mould. The vocabulary is important in composite moulding:
Summarized, the mould is a mirror image of the part. To create a mould, a master (plug) is required. The master can be an actual part, or can be fabricated out of wood, foam, plaster, or clay. The exact shape and finish of the master will be transferred to the mould. Once the master is completed, it is polished, waxed and the mould is built up on the master. The fabrication technique of the mould is similar to fabricating a fiberglass part except that tooling materials (gel coat, resins, and cloth) are used to provide a durable mould that has low shrinkage and good dimensional stability. Once the mould is laminated, it is reinforced with wood, fiberglass or metal structure to ensure that it retains the proper shape. Then the mould is removed from the master and put into production. A very instructive guide to composite moulding is the DVD
"Composite molding made easy" by Bill Hayman. It can be ordered from
the website
http://home.paonline.com/hayman/PAGE3.htm. A lot of materials can be used for making moulds:
For hands-on information see the section Let's go to work. [2] Resins The most popular resins for home made composites are epoxies, unsaturated polyester and vinylester. All these resins are thermosetting resins. Epoxies, polyesters and vinylesters represent two resin families. Epoxies belong to a family of resins which are epoxy functional, which means they can be cured with amine curing agents at room temperatures to form excellent adhesives and composite resins. Polyesters and vinylesters belong to another family of resins containing an unsaturated polyester or hybridized vinylester backbone which is catalyzed with a peroxide (normally Conap and MEKP) to condense into a cross-linked solid resin.
[3] Dry fibre reinforcements The most widely used fibres in industry are glass fibre and carbon fibre. As carbon fibre is much more expensive than glass fibre, glass fibre is the first choice for home made composites. It can be bought in different reinforcement types:
[4] Prepregs More advanced hobbyists can make use of prepregs. Prepreg is a term for "pre-impregnated" composite fibres. These usually take the form of a weave or are uni-directional. They already contain an amount of the matrix material used to bond them together and to other components during manufacture. The prepreg are mostly stored in cooled areas since activation is most commonly done by heat. Hence, composite structures built of prepregs will mostly require an oven or autoclave to cure out. [5] Release agents and gelcoats A release agent is any of a number of materials applied to the mold surface before part fabrication, in order to aid in the release of the piece from the mold. These could be waxes, oils or specialty release coatings such as PVA. The term gel coat is often used generically to describe any resin-based surface coating, but the term technically applies to polyester-based materials. The term surface coat can be used to describe either epoxy or polyester materials. Surface coats are specially formulated, thickened versions of resins which can be applied to the surface of a mold or piece to serve as a cosmetic and protective coating. [6] Core materials If you would like to produce sandwich composites, you need a core material. Foams are one of the most common forms of core material. They can be manufactured from a variety of synthetic polymers including polyvinyl chloride (PVC), polystyrene (PS), polyurethane (PU), polymethacrylamide, polyetherimide (PEI) and styreneacrylonitrile (SAN). They can be supplied in densities ranging from less than 30kg/m3 to more than 300kg/m3, although the most used densities for composite structures range from 40 to 200 kg/m3. They are also available in a variety of thicknesses, typically from 5mm to 50mm. More expensive core materials are balsa wood and aluminium honeycomb.
Most industrial production processes for composites are difficult to
implement at home. Autoclave, compression moulding, injection moulding, tape winding,
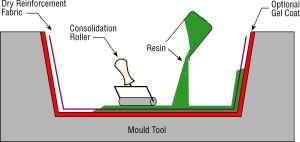
filament winding,... require specialized and expensive equipment. [1] Hand lay-up Hand lay-up is an open molding method suitable for making a wide variety of composites products including: boats, tanks, bathware, housings, RV/truck/auto components, architectural products, and many other products ranging from very small to very large. Production volume per mold is low; however, it is feasible to produce substantial production quantities using multiple molds. First a gelcoat is applied to the mold using a spray gun for a high-quality surface. When the gel coat has cured sufficiently, roll stock fiberglass reinforcement is manually placed on the mold. The laminating resin is applied by pouring, brushing, spraying, or using a paint roller. FRP rollers, paint rollers, or squeegees are used to consolidate the laminate, thoroughly wetting the reinforcement, and removing entrapped air. Subsequent layers of fiberglass reinforcement are added to build laminate thickness. Low density core materials, such as end-grain balsa, foam, and honeycomb, are commonly used to stiffen the laminate to produce sandwich construction.
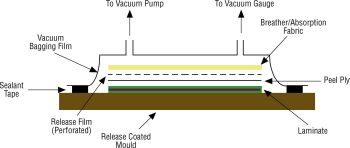
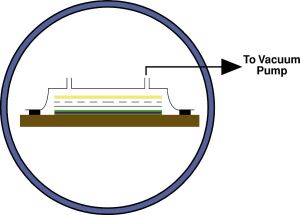
More detailed information can be found in the section Wet/Hand Lay-up of the Netcomposites website. [2] Vacuum bagging The mechanical properties of open-mold laminates can be improved with vacuum bagging. By reducing the pressure inside the vacuum bag, external atmospheric pressure exerts force on the bag. The pressure on the laminate removes entrapped air, excess resin, and compacts the laminate. A higher percentage of fiber reinforcement is the result. Additionally, vacuum bagging reduces styrene emissions. Vacuum bagging can be used with wet-lay laminates and prepreg advanced composites. In wet lay-up bagging the reinforcement is saturated using hand lay-up, then the vacuum bag is mounted on the mold and used to compact the laminate and remove air voids. In the case of pre-impregnated advanced composites molding, the prepreg material is laid-up on the mold, the vacuum bag is mounted and the mold is heated or the mold is placed in an autoclave that applies both heat and external pressure, adding to the force of atmospheric pressure. The prepreg-vacuum bag-autoclave method is most often used to create advanced composites used in aircraft and military products. In the simplest form of vacuum bagging, a flexible film (PVA, nylon, mylar, or polyethylene) is placed over the wet lay-up, the edges sealed, and a vacuum drawn. A more advanced form of vacuum bagging places a release film over the laminate, followed by a bleeder ply of fiberglass cloth, non-woven nylon, polyester cloth, or other material that absorbs excess resin from the laminate. A breather ply of a non-woven fabric is placed over the bleeder ply, and the vacuum bag is mounted over the entire assembly. Pulling a vacuum from within the bag uses atmospheric pressure to eliminate voids and force excess resin from the laminate. The addition of pressure further results in high fiber concentration and provides better adhesion between layers of sandwich construction. When laying non-contoured sheets of PVC foam or balsa into a female mold, vacuum bagging is the technique of choice to ensure proper secondary bonding of the core to the outer laminate.
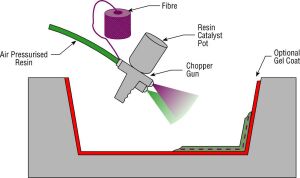
More detailed information can be found in the section Vacuum Bagging of the Netcomposites website. [3] Spray-up Spray-up or chopping is an open mold method similar to hand lay-up. A chopped laminate has good conformability and is sometimes faster than hand lay-up in molding complex shapes. In the spray-up process the operator controls thickness and consistency, therefore the process is more operator dependent than hand lay-up. Although production volume per mold is low, it is feasible to produce substantial production quantities using multiple molds. As with hand lay-up, gel coat is first applied to the mold prior to spray-up of the substrate laminate. Continuous strand glass roving and catalyzed resin are fed through a chopper gun, which deposits the resin-saturated "chop" on the mold. The laminate is then rolled to thoroughly saturate the glass strands and compact the chop. Additional layers of chop laminate are added as required for thickness. Roll stock reinforcements, such as woven roving or knitted fabrics, can be used in conjunction with the chopped laminates. Core materials of the same variety as used in hand lay-up are easily incorporated.
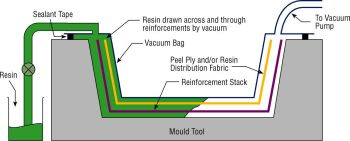
More detailed information can be found in the section Spray Lay-up of the Netcomposites website. [4] Vacuum infusion process (VIP) Vacuum infusion is a variation of vacuum bagging where the resin is introduced into the mold after the vacuum has pulled the bag down and compacted the laminate. The method is defined as having lower than atmospheric pressure in the mold cavity. The reinforcement and core material are laid-up dry in the mold. This is done by hand and provides the opportunity to precisely position the reinforcement. When the resin is pulled into the mold the laminate is already compacted; therefore, there is no room for excess resin. Very high resin to glass ratios are possible with vacuum infusion and the mechanical properties of the laminate are superior. Vacuum infusion is suitable to mold very large structures and is considered a low volume molding process. The mold may be gel coated in the traditional fashion. After the gel coat cures, the dry reinforcement is positioned in the mold. This includes all the plies of the laminate and core material if required. A perforated release film is placed over the dry reinforcement. Next a flow media consisting of a coarse mesh or a "crinkle" ply is positioned, and perforated tubing is positioned as a manifold to distribute resin across the laminate. The vacuum bag is then positioned and sealed at the mold perimeter. A tube is connected between the vacuum bag and the resin container. A vacuum is applied to consolidate the laminate and the resin is pulled into the mold.
More detailed information can be found in the section Infusion Processes of the Netcomposites website. [5] Resin transfer moulding (RTM) Resin transfer molding is an intermediate volume molding process for producing composites. The RTM process is to inject resin under pressure into a mold cavity. RTM can use a wide variety of tooling, ranging from low cost composite molds to temperature controlled metal tooling. This process can be automated and is capable of producing rapid cycle times. Vacuum assist can be used to enhance resin flow in the mold cavity. The mold set is gel coated conventionally, if required. The reinforcement (and core material) is positioned in the mold and the mold is closed and clamped. The resin is injected under pressure, using mix/meter injection equipment, and the part is cured in the mold. The reinforcement can be either a preform or pattern cut roll stock material. Preforms are reinforcement that is pre-formed in a separate process and can be quickly positioned in the mold. RTM can be done at room temperature; however, heated molds are required to achieve fast cycle times and product consistency. Clamping can be accomplished with perimeter clamping or press clamping.
More detailed information can be found in the section Resin Transfer (RTM) of the Netcomposites website. [6] Autoclave Moulding of prepregs is usually done in an autoclave
(effectively a pressurised oven). The autoclave
process offers one of the highest manufacturing standards for composites. The prepregs are laid up by hand or machine onto a mould surface, vacuum bagged and then heated to typically 120-180°C. This allows the resin to initially reflow and eventually to cure. The autoclave provides additional pressure for the moulding which can apply up to 5 atmospheres to the laminate.
More detailed information can be found in the section Prepreg moulding of the Netcomposites website.
Below the precautions, related to resins, fibres and dust are listed. This text is based on an excerpt from the article on the Composite About.com website.
More information can be found in the manual of the Occupational Safety & Health Administration (OSHA) of the US Deparment of Labour. |